13370587916
更新時間:2024-08-06
運輸包裝件斜面沖擊試驗機DRK135標準ISO2244-2001(E)《包裝-完整滿裝的運輸包裝件第五部分》標準GB/T4857.11—1992《包裝運輸包裝件水平?jīng)_擊試驗方法》,ISO?8611-1:2011貨物運輸用卡板——平卡板——第1部分:ISO?8611-2:2011貨物運輸用卡板——平卡板——第2部分
 免費咨詢:0531-62335477
免費咨詢:0531-62335477


設備用途
在經(jīng)濟、技術高速發(fā)展的今天,產(chǎn)品的質(zhì)量正在得到人們的重視,人們更加重視產(chǎn)品的環(huán)境適應性問題。合理地制定產(chǎn)品的環(huán)境條件,正確地選擇產(chǎn)品的環(huán)境保護措施和做好環(huán)境實驗工作是保證產(chǎn)品可靠性和質(zhì)量的重要環(huán)節(jié)。
設備性能的優(yōu)劣,除自身固有的技術*與否之外,對使用環(huán)境的適應能力,在實際使用和運輸過程中的可靠性和環(huán)境抵御能力是影響設備性能不可忽視的組成部分。為提高設備的技術水準,提高設備的工作可靠性,設備的各種可靠性試驗工作,已經(jīng)在各類設備的研制和生產(chǎn)廣泛展開。這其中就包括斜面沖擊試驗機。
技術標準
運輸包裝件斜面沖擊試驗機標準ISO2244-2001(E)《包裝-完整滿裝的運輸包裝件第五部分,水平?jīng)_擊試驗、斜面沖擊試驗、吊擺試驗》標準GB/T4857.11—1992《包裝運輸包裝件水平?jīng)_擊試驗方法》等有關技術指標,ISO 8611-1:2011貨物運輸用卡板——平卡板——第1部分:試驗方法,ISO 8611-2:2011貨物運輸用卡板——平卡板——第2部分:性能要求和試驗項目選擇。
技術指標
負載質(zhì)量:300kg;
1) 允許試件尺寸(含工裝):L1200×W1200×H1800mm;
2) 軌道與水平傾斜角度:0~10°可調(diào);
3) 工作臺面尺寸:L1200×W1200mm;
4) 沖擊面板尺寸:W1300×H1800mm;
5) 滑行長度:2000 mm(滑行臺面長度3.2m)
6) 沖擊速度:1.3~2.33m/s(配備有末速度測量裝置);
7) 沖擊速度誤差:≤±5%;
擊和碰撞環(huán)境,可作為科研機構(gòu)、大專院校、包裝技術測試中心、包裝材料制造廠以及外貿(mào)、運輸?shù)炔块T進行斜面沖擊的常用試驗設備。
斜面沖擊的試驗原理,運用物體的勢能轉(zhuǎn)化為動能的原理,將包裝件按預定位置滑行至末端時獲得一定的沖擊速度與一個和速度方向垂直的沖擊板碰撞,以達到預定的試驗目的。
系統(tǒng)組成
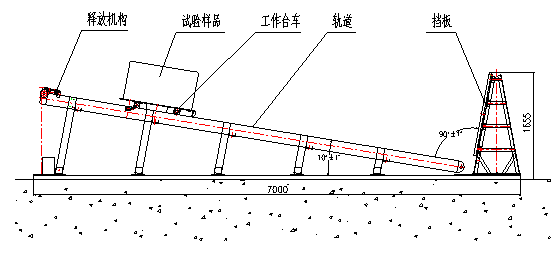
斜面沖擊試驗機主要由軌道、工作臺車和擋板組成,其結(jié)構(gòu)原理見圖一。
工作原理
軌道為二根平直且互相平行的合金軌道,軌道平面與水平面的夾角為0~10?可調(diào),軌道表面清潔、光滑、并沿斜面劃分刻度,軌道上設有限位裝置,以便使臺車能在軌道的任意位置上停留。工作臺車能在軌道上滾動,滾動裝置清潔,滾動良好。臺車上裝有自動釋放裝置,并與牽引機構(gòu)配合使用,使工作臺車能在斜面的任意位置上自由釋放。試驗樣品放置在工作臺車上,依靠摩擦力使試驗樣品與臺車在靜止到?jīng)_擊前的運動過程中無相對運動,在沖擊時,試驗樣品相對臺車應能自由移動。擋板應安裝在軌道的***端,其沖擊表面與軌道平面成90?的夾角,沖擊表面平整。工作臺車在試驗樣品沖擊擋板后仍能在擋板下繼續(xù)行走一定的距離,以保證試驗樣品在臺車停止前與擋板沖擊。試驗機設置有四個緩沖支腳進行緩沖。
設備性能特點:本試驗機較之傳統(tǒng)的斜面沖擊試驗機進行了許多改進,試驗機盡可能的使用了各類標準件,提高了整機可靠性,使各零部件更換方便,降低了售后與維護成本,各改進機構(gòu)均已在***申請當中。
產(chǎn)品特點
1.采用觸摸屏控制方式,能直觀顯示測量速度、次數(shù)、及距離等,并可生產(chǎn)報表。
2 提升與釋放
傳統(tǒng)的斜面沖擊試驗機采用電機驅(qū)動,附加脫鉤解鎖機構(gòu),來實現(xiàn)工作臺面的提升與釋放,此結(jié)構(gòu)形式較繁瑣,連接環(huán)節(jié)較多,脫鉤可靠性較差,成本偏高,不便于保養(yǎng)與維修。
本試驗機依然采用電機作為驅(qū)動源,但其提升與釋放功能是通過自動釋放機構(gòu)來完成,自動釋放機構(gòu)與工作臺車接合,驅(qū)動電機拖動工作臺車到達位置后自動釋放機構(gòu)釋放,工作臺車自由滑落完成試驗,此機構(gòu)具有結(jié)構(gòu)簡單、可靠性高、操作及控制簡便、維修方便、成本低等特點。
3 滑行軌道
傳統(tǒng)的斜面沖擊試驗機采用普通鋼軌與支架焊接,容易引起焊接變形及焊接缺陷,軌道直線度較差,軌道表面光潔度不高,造成工作臺車滑動(滾動)阻尼增大,影響工作臺車的速度指針。
本試驗機采用低磨擦型材軌道,具有剛性好,直線度與光潔度較高,阻尼較小等特點,外觀精致,使試驗機整體外觀質(zhì)量較以往有很大提高。
4 試驗機支架
使用氣缸支撐使導軌組件上升,調(diào)整到一定角度,固定支架,不用時需將角度歸零。
5 緩沖方式
常見的斜面沖擊試驗機緩沖方式主要有兩種,一種是在擋板支架上安裝液壓緩沖器,一種是安裝橡膠緩沖墊。液壓緩沖器造價較高,緩沖效果明顯,可靠性好,但其不可維修,只可更換,因此維護成本較高。橡膠緩沖墊緩沖效果較好,但其緩沖次數(shù)有限,容易破損,目前市場的試驗機橡膠緩沖墊均為定制生產(chǎn),成本較高,更換周期長。本試驗機使用的緩沖支腳,廣泛應用與各類標準設備,現(xiàn)已屬于標準機床配件,成本較低,緩沖效果較好,使用壽命較長,更換方便,周期短。
試驗程序
(1)試驗樣品的準備。
(2)試驗樣品各部位的編號:按有關標準規(guī)定,對試驗樣品各部位進行編號。
(3)試驗樣品的預處理:按有關標準規(guī)定選定一種條件對試驗樣品進行溫、濕度預處理。
(4)驗時的溫濕度條件:試驗應在與預處理相同的溫濕度條件下進行。
(5)試驗強度值的選擇。
試驗步驟
首先將試驗樣品按預定狀態(tài)放置在工作臺車。試驗樣品的沖擊面或棱應與臺車前緣平齊或伸出臺車緣距離不得大于50mm。
對試驗樣品進行沖擊時,其沖擊面與擋板沖擊面之間的夾角不得大于2°,當進行棱沖擊時,其沖擊棱與擋板沖擊面之間的夾角不得大于2°。如試驗樣品為平行六面體,則應使組成該棱的兩個面中的一個面與擋板沖擊面的夾角誤差不大于±5?或在預定角的±10%以內(nèi)。將工作臺車沿鋼軌斜面提升到可獲得要求沖擊速度的相應高度上,然后釋放。
無論采用何種試驗機進行試驗,沖擊速度誤差在預定沖擊速度的±5%以內(nèi)。
山東德瑞克儀器股份有限公司
地址:濟南市天橋區(qū)時代總部基地1區(qū)
© 2024 版權所有:山東德瑞克儀器股份有限公司 備案號: 總訪問量:178213 站點地圖 技術支持:化工儀器網(wǎng) 管理登陸




 發(fā)郵件給我們:3456399719@qq.com
發(fā)郵件給我們:3456399719@qq.com